In this study, activated carbons were prepared from palm kernel shells by physical activation. The methodology of experimental design was used to optimise the preparation conditions. While varying the particle size of the precursor palm kernel shells, carbonisation was done for about one hour to yield char. Activated carbon was prepared from the product char at a steam flow rate of 0.06 mol/h/g char and at a temperature of about 900°C for five hours. The empirical results were investigated to estimate the yield and particle size distribution of char and activated carbon produced from the palm kernel shells. Based on the yield and particle size analysis, a model was generated to predict product particle size and quantity in the production of activated carbon, thereby effectively utilising available raw materials and reducing preparation costs. In gold adsorption process, activated carbon of + 2.00 mm is mainly used to recover dissolved gold complexes from solutions. From data analysis and the model generated in this study, a relatively high composition of activated carbon with particle size + 2.00 mm was produced by utilising palm kernel shells precursor with particle size - 6.70 mm + 5.60 mm for carbonisation and char particle size –3.35 mm +2.80 mm for activation.
| Published in | Advances in Materials (Volume 14, Issue 4) |
| DOI | 10.11648/j.am.20251404.15 |
| Page(s) | 117-126 |
| Creative Commons |
This is an Open Access article, distributed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution and reproduction in any medium or format, provided the original work is properly cited. |
| Copyright |
Copyright © The Author(s), 2025. Published by Science Publishing Group |
Activated Carbon, Char, Palm Kernel Shells, Yield, Particle Size
Minimum particle size (mm) | Relation between minimum particle size of precursor PKS, product char and activated carbon (AC) | ||||
|---|---|---|---|---|---|
PKS | Char | AC | PKS/Char | Char/AC | PKS/AC |
+ 5.60 | + 2.80 | + 2.00 |
|
|
|
+ 4.00 | + 2.00 | + 1.40 |
|
|
|
+ 3.35 | + 1.70 | + 1.18 |
|
|
|
+ 2.80 | + 1.40 | + 1.0 |
|
|
|
+ 2.00 | + 1.00 | + 0.71 |
|
|
|
Model equation | Std. Dev. | R2 | F-value | p-value |
|---|---|---|---|---|
12 | 0.3662 | 0.9566 | 66.18 | 0.004 |
13 | 0.0129 | 0.9997 | 11160.33 | 0.000 |
14 | 0.0192 | 0.9988 | 2550.82 | 0.000 |
15 | 0.0143 | 0.9993 | 4580.80 | 0.000 |
| [1] | Andas, J., Rahman, M. L. A., and Yahya, M. S. M., Preparation and Characterization of Activated Carbon from Palm Kernel Shell. IOP Conference Series: Materials Science and Engineering, 2017. 226(1): p. 012156. |
| [2] | Buah, W. K., Kuma, J., Williams, T., and Ndur, S., Activated carbon prepared in a novel gas fired static bed pyrolysis-gasification reactor for gold di-cyanide adsorption. Ghana Mining Journal, 2015. 15(2): p. 58-64. |
| [3] | Fosu, S., Sunkari, E. D., Anderson, P., Mensah, C., Cudjoe, C. A., and Ambushe, A. A., Comparative study of the abatement of elevated fluoride in groundwater from Vea catchment in the Upper East Region of Ghana using bone char and thermally activated bone char. Discover Water, 2025. 5(1): p. 56. |
| [4] | Kove, E. A., Buah, W. K., Dankwa, O. K., and Mends, E. A., Attenuation of heavy metals from waste oil-based drilling mud using locally produced coconut shell-based activated carbon. Ghana Mining Journal, 2021. 21(2): p. 55-61. |
| [5] | Deng, H., Zhang, G., Xu, X., Tao, G., and Dai, J., Optimisation of preparation of activated carbon from cotton stalk by microwave assisted phosphoric acid-chemical activation. Journal of Hazardous Materials, 2010. 182(1): p. 217-224. |
| [6] | Issabayeva, G., Aroua, M. K., and Sulaiman, N. M., Electrodeposition of copper and lead on palm shell activated carbon in a flow-through electrolytic cell. Desalination, 2006. 194(1): p. 192-201. |
| [7] | Rahman, I. A., Saad, B., Shaidan, S., and Sya Rizal, E. S., Adsorption characteristics of malachite green on activated carbon derived from rice husks produced by chemical-thermal process. Bioresource Technology, 2005. 96(14): p. 1578-1583. |
| [8] | Kumar Mishra, R., Singh, B., and Acharya, B., A comprehensive review on activated carbon from pyrolysis of lignocellulosic biomass: An application for energy and the environment. Carbon Resources Conversion, 2024. 7(4): p. 100228. |
| [9] | Soleimani, M. and Kaghazchi, T., Activated Hard Shell of Apricot Stones: A Promising Adsorbent in Gold Recovery. Chinese Journal of Chemical Engineering, 2008. 16(1): p. 112-118. |
| [10] | Navarro, M. V., Seaton, N. A., Mastral, A. M., and Murillo, R., Analysis of the evolution of the pore size distribution and the pore network connectivity of a porous carbon during activation. Carbon, 2006. 44(11): p. 2281-2288. |
| [11] | Yalcin, M. and Arol, A. I., Gold cyanide adsorption characteristics of activated carbon of non-coconut shell origin. Hydrometallurgy, 2002. 63(2): p. 201-206. |
| [12] | Buah, W., Mends, E., and Quartey, A. Design of a Pyrolysis Reactor for Smokeless Biomass Carbonization. in Proceedings of the 7th UMaT Biennial International Mining and Mineral Conference. 2022. Tarkwa, Ghana. |
| [13] | Urbanic, J. E., Jula, R. J., and Faulkner, W. D., Regeneration of activated carbon used for recovery of gold. Mining, Metallurgy & Exploration, 1985. 2(4): p. 193-198. |
| [14] | Tsamba, A. J., Yang, W., and Blasiak, W., Pyrolysis characteristics and global kinetics of coconut and cashew nut shells. Fuel Processing Technology, 2006. 87(6): p. 523-530. |
| [15] | Demirbas, A., Effects of temperature and particle size on bio-char yield from pyrolysis of agricultural residues. Journal of Analytical and Applied Pyrolysis, 2004. 72(2): p. 243-248. |
| [16] | Tippayawong, N., Kinorn, J., and Thavornun, S., Yields and Gaseous Composition from Slow Pyrolysis of Refuse-derived Fuels. Energy Sources, Part A: Recovery, Utilisation, and Environmental Effects, 2008. 30(17): p. 1572-1580. |
| [17] | Buah, W. K. and Williams, P. T., Granular activated carbons from palm nut shells for gold di-cyanide adsorption. International Journal of Minerals, Metallurgy, and Materials, 2013. 20(2): p. 172-179. |
| [18] | Adams, M. Influence of the surface chemistry and structure of activated carbon on the adsorption of aurocyanide. in 18th International Mineral Processing Congress. 1993. Sydney: Mintek. |
| [19] | Owusu, C., Mends, E. A., and Acquah, G., Enhancing the physical qualities of activated carbon produced from palm kernel shell via response surface methodology—process variable optimisation. Biomass Conversion and Biorefinery, 2024. 14(21): p. 27233-27247. |
| [20] | Cevallos Toledo, R. B., Aragón-Tobar, C., Gámez, S., and De La Torre, E., Reactivation Process of Activated Carbons: Effect on the Mechanical and Adsorptive Properties. Molecules, 2020. 25: p. 1681. |
| [21] | Abdullah, A. H., Kassim, A., Zainal, Z., Hussien, M. Z., Kuang, D., Ahmad, F., and Wooi, O. S., Preparation and characterisation of activated carbon from gelam wood bark (Melaleuca cajuputi). Malaysian Journal of Analytical Sciences, 2001. 7(1): p. 65-68. |
APA Style
Buah, W. K., Mends, E. A., Osei, L. B. (2025). Estimating the Product Quantity and Particle Size of Char and Activated Carbon Derived from Palm Kernel Shells – A Practical Approach. Advances in Materials, 14(4), 117-126. https://doi.org/10.11648/j.am.20251404.15
ACS Style
Buah, W. K.; Mends, E. A.; Osei, L. B. Estimating the Product Quantity and Particle Size of Char and Activated Carbon Derived from Palm Kernel Shells – A Practical Approach. Adv. Mater. 2025, 14(4), 117-126. doi: 10.11648/j.am.20251404.15
@article{10.11648/j.am.20251404.15,
author = {William Kwame Buah and Emmanuel Atta Mends and Linda Bentuma Osei},
title = {Estimating the Product Quantity and Particle Size of Char and Activated Carbon Derived from Palm Kernel Shells – A Practical Approach},
journal = {Advances in Materials},
volume = {14},
number = {4},
pages = {117-126},
doi = {10.11648/j.am.20251404.15},
url = {https://doi.org/10.11648/j.am.20251404.15},
eprint = {https://article.sciencepublishinggroup.com/pdf/10.11648.j.am.20251404.15},
abstract = {In this study, activated carbons were prepared from palm kernel shells by physical activation. The methodology of experimental design was used to optimise the preparation conditions. While varying the particle size of the precursor palm kernel shells, carbonisation was done for about one hour to yield char. Activated carbon was prepared from the product char at a steam flow rate of 0.06 mol/h/g char and at a temperature of about 900°C for five hours. The empirical results were investigated to estimate the yield and particle size distribution of char and activated carbon produced from the palm kernel shells. Based on the yield and particle size analysis, a model was generated to predict product particle size and quantity in the production of activated carbon, thereby effectively utilising available raw materials and reducing preparation costs. In gold adsorption process, activated carbon of + 2.00 mm is mainly used to recover dissolved gold complexes from solutions. From data analysis and the model generated in this study, a relatively high composition of activated carbon with particle size + 2.00 mm was produced by utilising palm kernel shells precursor with particle size - 6.70 mm + 5.60 mm for carbonisation and char particle size –3.35 mm +2.80 mm for activation.},
year = {2025}
}
TY - JOUR T1 - Estimating the Product Quantity and Particle Size of Char and Activated Carbon Derived from Palm Kernel Shells – A Practical Approach AU - William Kwame Buah AU - Emmanuel Atta Mends AU - Linda Bentuma Osei Y1 - 2025/12/08 PY - 2025 N1 - https://doi.org/10.11648/j.am.20251404.15 DO - 10.11648/j.am.20251404.15 T2 - Advances in Materials JF - Advances in Materials JO - Advances in Materials SP - 117 EP - 126 PB - Science Publishing Group SN - 2327-252X UR - https://doi.org/10.11648/j.am.20251404.15 AB - In this study, activated carbons were prepared from palm kernel shells by physical activation. The methodology of experimental design was used to optimise the preparation conditions. While varying the particle size of the precursor palm kernel shells, carbonisation was done for about one hour to yield char. Activated carbon was prepared from the product char at a steam flow rate of 0.06 mol/h/g char and at a temperature of about 900°C for five hours. The empirical results were investigated to estimate the yield and particle size distribution of char and activated carbon produced from the palm kernel shells. Based on the yield and particle size analysis, a model was generated to predict product particle size and quantity in the production of activated carbon, thereby effectively utilising available raw materials and reducing preparation costs. In gold adsorption process, activated carbon of + 2.00 mm is mainly used to recover dissolved gold complexes from solutions. From data analysis and the model generated in this study, a relatively high composition of activated carbon with particle size + 2.00 mm was produced by utilising palm kernel shells precursor with particle size - 6.70 mm + 5.60 mm for carbonisation and char particle size –3.35 mm +2.80 mm for activation. VL - 14 IS - 4 ER -
Minerals Engineering Department, University of Mines and Technology, Tarkwa, Ghana
Department of Mining and Metallurgical Engineering, University of Nevada, Rio, United States of America
Environmental and Safety Engineering Department, University of Mines and Technology, Tarkwa, Ghana

Figure 1. Pyrolysis Setup.
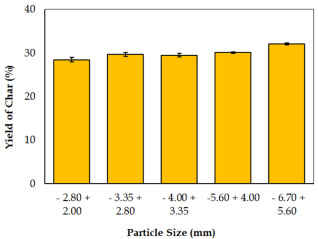
Figure 2. Yield of Char as a Function of Particle Size of Shells.
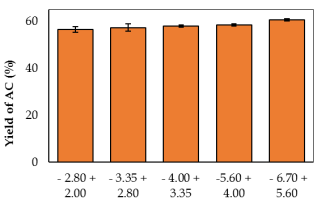
Figure 3. Yield of Activated Carbon as a Function of Particle Size of Char.
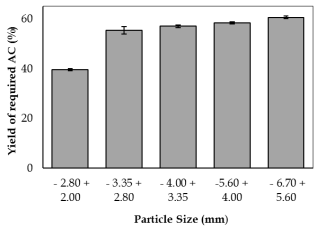
Figure 4. Yield of + 2.00 mm Activated Carbon as a Function of Particle Size of Char.
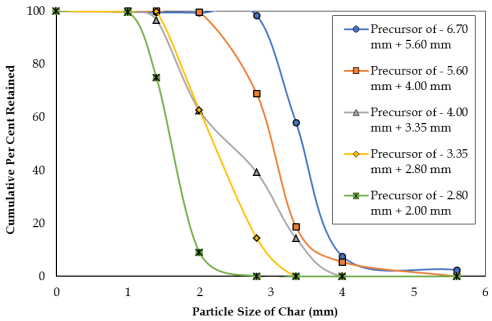
Figure 5. Cumulative Percent Retained as a Function of Particle Size of Product Char from PKS of Varying Particle Size.
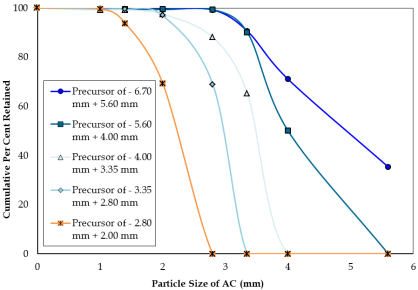
Figure 6. Cumulative Percent Retained as a Function of Particle Size of Product Activated Carbon from PKS of Varying Particle Size.
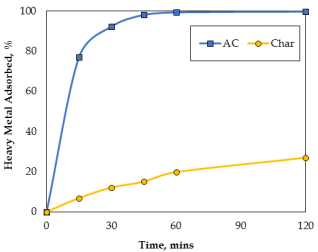
Figure 8. Percentage Gold Adsorption by the Activated Carbon and Char.
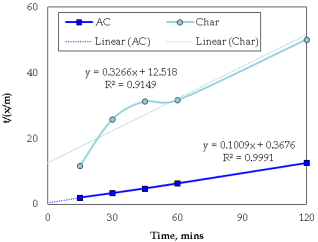
Figure 9. Rate of Gold Adsorption from the Gold Solution by the Activated Carbon and Char.
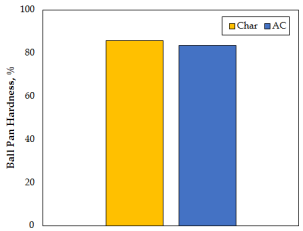
Figure 10. Relative Hardness of the Activated Carbon and Char.
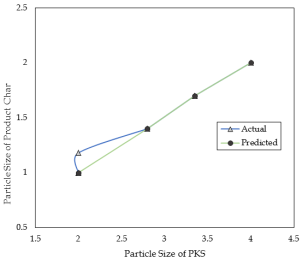
Figure 11. Predicted vs Actual Particle Size of Product Char.
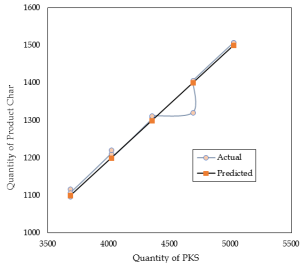
Figure 12. Predicted vs Actual Quantity of Product Char.
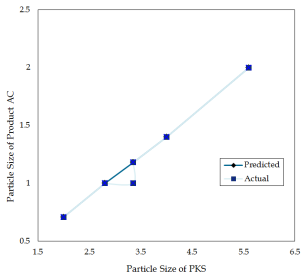
Figure 13. Predicted vs Actual Particle Size of Product Activated Carbon.
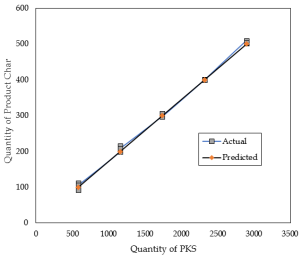
Figure 14. Predicted vs Actual Quantity of Product Activated Carbon.
Information

