Addition of polyethylene terephthalate (PET) waste plastic in cement mixtures tend to negatively affect cement matrix properties. Mainly, decreasing final compressive strengths and impacting cement slurry properties. However, recent studies on concrete cement mixtures show that through prior pretreatment of plastic waste material, via irradiation technique or using oxidizing solutions, the strength of PET plastic containing cement mixtures is regained. This study focuses on promoting similar sustainable practices by investigating the prospect of using PET plastic waste in cementing of shallow oil and gas wells. PET plastic waste was processed into fiber and powder additives and incorporated into locally manufactured general-purpose Class A cement, which was formulated or enhanced into standard oil well cement through addition of a variety of cement additives. The PET derived additives, namely, untreated PET fibers, irradiated PET fibers, and Bis (2-hydroxyethyl) Terephthalate (BHET) were incorporated at dosages of 0.2, 1.0, and 1.8% by weight of cement (bwoc) to assess their influence on oil well cement slurries and matrices. It is observed that plastic viscosities of prepared slurries increased with increasing incorporation dosages of the PET derived additives. Slip effects frequently occurred due to the addition of PET fibers as additives. The addition of untreated PET fibers, irradiated PET fibers, and BHET additives optimally increased final compressive strengths by 22.05, 19.34 and 81.82%, respectively. Addition of a superplasticizer among the additives is crucial in controlling rheological behavior and most importantly in improving compressive strength of PET plastic incorporated oil well cements. Thus, PET fibers have potential to be used as reinforcements while BHET can be readily used as an oil well cement additive.
| Published in | Petroleum Science and Engineering (Volume 9, Issue 2) |
| DOI | 10.11648/j.pse.20250902.15 |
| Page(s) | 96-110 |
| Creative Commons |
This is an Open Access article, distributed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution and reproduction in any medium or format, provided the original work is properly cited. |
| Copyright |
Copyright © The Author(s), 2025. Published by Science Publishing Group |
Oil and Gas Wells, Oil Well Cement, Plastic Waste, Chemical Additives, Accelerators
Slurry | Additives (% bwoc) | |||||||
|---|---|---|---|---|---|---|---|---|
CaO | PVA | Citric acid | PEG | PCE | Untreated PET fibers | Irradiated PET fibers | BHET | |
Base slurry | 2 | 0.5 | 0.1 | 0.02 | 0.4 | ‒ | ‒ | ‒ |
+ 0.2% bwoc untreated PET fibers | 2 | 0.5 | 0.1 | 0.02 | 0.4 | 0.2 | ‒ | ‒ |
+ 1.0% bwoc untreated PET fibers | 2 | 0.5 | 0.1 | 0.02 | 0.4 | 1 | ‒ | ‒ |
+ 1.8% bwoc untreated PET fibers | 2 | 0.5 | 0.1 | 0.02 | 0.4 | 1.8 | ‒ | ‒ |
+ 0.2% bwoc irradiated PET fibers | 2 | 0.5 | 0.1 | 0.02 | 0.4 | ‒ | 0.2 | ‒ |
+ 1.0% bwoc irradiated PET fibers | 2 | 0.5 | 0.1 | 0.02 | 0.4 | ‒ | 1 | ‒ |
+ 1.8% bwoc irradiated PET fibers | 2 | 0.5 | 0.1 | 0.02 | 0.4 | ‒ | 1.8 | ‒ |
+ 0.2% bwoc BHET | 2 | 0.5 | 0.1 | 0.02 | 0.4 | ‒ | ‒ | 0.2 |
+ 1.0% bwoc BHET | 2 | 0.5 | 0.1 | 0.02 | 0.4 | ‒ | ‒ | 1 |
+ 1.8% bwoc BHET | 2 | 0.5 | 0.1 | 0.02 | 0.4 | ‒ | ‒ | 1.8 |
Elemental oxides | SiO2 | Al2O3 | Fe2O3 | MnO | MgO | CaO | Na2O | K2O | TiO2 | P2O5 | Cr2O3 | LOI |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
Concentrations (%) | 22.11 | 6.5 | 2.7 | 0.09 | 2.13 | 57.94 | 0.02 | 0.38 | 0.47 | 0.12 | 0.03 | 4.12 |
Component | ||||
|---|---|---|---|---|
Amount (%) | 20.24 | 48.14 | 12.66 | 8.21 |
Slurry | Yield Strength (Pa) | |
|---|---|---|
Bingham I model | Herschel- Bulkley model | |
Base slurry | - | 0.06 |
+ 0.2% bwoc untreated PET fibers | 1.57 | 4.93 |
+ 1.0% bwoc untreated PET fibers | 5.53 | - |
+ 1.8% bwoc untreated PET fibers | 2.67 | 3.07 |
+ 0.2% bwoc irradiated PET fibers | - | 3.36 |
+ 1.0% bwoc irradiated PET fibers | - | - |
+ 1.8% bwoc irradiated PET fibers | - | 12.06 |
+ 0.2% bwoc BHET | - | - |
+ 1.0% bwoc BHET | 170.9 | 143.35 |
Slurry | Pressure (psi) | Velocity (m/s) |
|---|---|---|
Base slurry | 122.55 | 29.98 |
+ 0.2% bwoc untreated PET | 139.23 | 31.96 |
+ 1% bwoc untreated PET | 134.45 | 31.4 |
+ 1.8% bwoc untreated PET | 111.53 | 28.59 |
+ 0.2% bwoc irradiated PET | 142.57 | 32.33 |
+ 1% bwoc irradiated PET | 197.24 | 38.01 |
+ 1.8% bwoc irradiated PET | 97.75 | 26.78 |
+ 0.2% bwoc BHET | 95.43 | 26.46 |
+ 1% bwoc BHET | 141.55 | 32.22 |
PET | Polyethylene Terephthalate |
bwoc | By Weight of Cement |
BHET | Bis (2-hydroxyethyl) Terephthalate |
XRF | X-ray Florescence Spectroscopy |
API | American Petroleum Institute |
ANSI | American National Standards Institute |
CFD | Computational Fluid Dynamics |
| [1] | Huwel, J. P., Faustino, V., & Roberts, R. (2014). Cement compressive strength development drastically affected by testing procedure. Proceedings of American Association of Drilling Engineers Fluid Conference and Exhibition, (pp. 1-5). Houston, Texas. |
| [2] | Alp, B., & Akin, S. (2013). Utilization of supplementary cementitious materials in geothermal well cementing. Proceedings of Thirty-Eighth Workshop on Geothermal Reservoir Engineering, Stanford University, (pp. 1-7). Stanford, California. |
| [3] | Jassim, A. K. (2017). Recycling of polyethylene waste to produce plastic cement. Procedia Manufacturing, 635-642. |
| [4] | Ahmed, A., Mahmoud, A. A., Elkatatny, S., & Gajbhiye, R. (2020). Improving Saudi class G oil-well cement properties using the tire waste material. ACS Omega, 27685-27691. |
| [5] | Choi, Y.-W., Moon, D.-J., Chung, J.-S., & Cho, S.-K. (2005). Effects of waste PET bottles aggregate on the properties of concrete. Cement and Concrete Research (35), 776-781. |
| [6] | Kim, S. B., Yi, N. H., Kim, H. Y., Kim, J.-H. J., & Song, Y.-C. (2010). Material and structural performance evaluation of recycled PET fiber reinforced concrete. Cement & Concrete Composites, 32, 232-240. |
| [7] | Pelisser, F., Montedo, O. R., Gleize, P. J., & Roman, H. R. (2012). Mechanical properties of recycled PET fibers in concrete. Materials Research, 15(4), 679-686. |
| [8] | Koo, B.-M., Kim, J.-H. J., Kim, S.-B., & Mun, S. (2014). Material and structural performance evaluations of Hwangtoh admixtures and recycled PET fiber-added eco-friendly concrete for CO2 emission reduction. Materials, 7, 5959-5981. |
| [9] | Schaefer, C. E., Patil, K. K., Ortega, M., Soriano, C., Büyüköztürk, O., White, A. E., & Short, M. P. (2017). Irradiated recycled plastic as a concrete additive for improved chemo-mechanical properties and lower carbon footprint. 1-31. |
| [10] | Umasabor, R. I., & Daniel, S. C. (2020). The effect of using polyethylene terephthalate as an additive on the flexural and compressive strength of concrete. Heliyon (6), 1-6. |
| [11] | Rai, B., Rushad, S. T., Bhavesh, K., & Duggal, S. K. (2012). Study of waste plastic mix concrete with plasticizer. (M. Maslehuddin, & D. Zeng, Eds.) International Scholarly Research Network, 2012, 1-5. |
| [12] | Lee, Z. H., Paul, S. C., Kong, S. Y., Susilawati, S., & Yang, X. (2019). Modification of waste aggregate PET for improving the concrete properties. (X. Liu, Ed.) Advances in Civil Engineering, 1-10. |
| [13] | Plester, D. W. (1973). The effects of radiation sterilization on plastics. 141-152. |
| [14] | Cota, S. S., Vasconcelos, V., Senne Jr., M., Carvalho, L. L., Rezende, D. B., & Côrrea, R. F. (2007). Changes in mechanical properties due to gamma irradiation. Brazilian Journal of Chemical Engineering, 24(02), 259-265. |
| [15] | Martínez-Barrera, G., Ávila-Córdoba, L. I., Martínez-López, M., Herrera-Sosa, E. S., Vigueras-Santiago, E., Barrera-Díaz, C. E.,... González-Rivas, N. (2015). Gamma radiation as a recycling tool for waste materials used in concrete. In M. Nenoi, Evolution of Ionizing Radiation Research (Chapter 11) pp. 159-176. InTechOpen. |
| [16] | Bartolome, L., Imran, M., Cho, B. G., Al-Masry, W. A., & Kim, D. H. (2014). Recent developments in the chemical recycling of PET. Material Recycling - Trends and Perspectives, 65-79. |
| [17] | Raheem, A. B., Hassan, A. B., Noor, Z. Z., Samsudin, S. B., Hamid, M. A., Bello, A., Shamiri, A. (2018). Process simulation of Bis (2- hydroxyethyl) terephthalate and its recovery using two-stage evaporation systems. Chemical Engineering Transactions, 63, 655-660. |
| [18] | Lalhmangaihzuala, S., Laldinpuii, Z., Lalmuanpuia, C., & Vanlaldinpuia, K. (2020). Glycolysis of Poly (Ethylene Terephthalate) Using biomass-waste derived recyclable heterogeneous catalyst. Polymers, 13(37). |
| [19] | Mendivil-Escalante, J. M., Almaral-Sánchez, J. L., Gómez-Soberón, J. M., Arredondo-Rea, S. P., Corral-Higuera, R., Castro-Beltrán, A., & Cabrera-Covarrubias, F. G. (2014). New concrete additive by chemical recycling of PET. Advances in Science and Technology Research Journal, 8(23), 1-5. |
| [20] | Simsek, B. (2020). Bis-hydroxyethyl terephthalate cementitious composites properties: A comparative study including hydrogen bonding mechanism with the dioctyl terephthalate. Construction and Building Materials, 1-9. |
| [21] | Davoodi, S., Al-Shargabi, M., Wood, D. A., & Rukavishnikov, V. S. (2024). Recent advances in polymers as additives for wellbore cementing applications: A review. Fuel, 357(129692), 1-25. |
| [22] | API Recommended Practice 10A. (2002). Specification for cements and materials for well cementing (23rd ed.). American Petroleum Institute (API). |
| [23] | Plank, J., & Winter, C. (2008). Competitive adsorption between superplasticizer and retarder molecules on mineral binder surface. Cement and Concrete Research, 38, 599-605. |
| [24] | Bessaaies-Bey, H., Baumann, R., Schmitz, M., Radler, M., & Roussel, N. (2016). Organic Admixtures and Cement Particles: Competitive adsorption and its macroscopic rheological consequences. Cement and Concrete Research, 80, 1-9. |
| [25] | API Recommended Practice 10B-2. (2013, April). Recommended practice for testing well cements (2nd ed.). Washington DC, USA: American Petroleum Institute. |
| [26] | Wang, R., Kuru, E., Yang, X., Yan, Y., & Yan, X. (2021). Prediction of transient wellbore cement circulating temperature distribution using CFD simulation. Journal of Petroleum Science and Engineering, 107912, 1-11. |
| [27] | ANSI/API Specifications 10A. (2009). Specification for cements and materials for well cementing. pp. 18-21. |
| [28] | Mixhaux, M., Nelson, E., & Vidick, B. (1989). Cement chemistry and additives. Oilfield Review, Vol. 1(No. 1), 21. |
| [29] | Hıdıroğlu, İ. A. (2017). Evaluation of limestone incorporated cement compositions for cementing gas hydrate zones in deepwater environments. Middle East Technical University, Department of Petroleum and Natural Gas Engineering, Ankara, Turkey. |
| [30] | Pikłowska, A. (2017). Cement slurries used in drilling - Types, properties application. World Scientific News, 154-156. |
| [31] | Shahriar, A., & Nehdi, M. L. (2014). Effect of supplementary cementitious materials on rheology of oil well cement slurries. Advances in Civil Engineering Materials, 3(1), 454 - 478. |
| [32] | Yang, H., Li, M., Pan, L., Zhang, P., Adel Pashameah, R., Abo-Dief, H. M., Guo, Z. (2023). Absorption behavior of polycarboxylate superplasticizer with different molecular structures on montmorillonite. Environmental Research, 216(114423), 1-9. |
| [33] | Talmon, A., & Meshkati, E. (2022). Rheology, rheometry and wall slip. In T. F. Jones (Ed.), Advances in Slurry Technology. IntechOpen. |
| [34] | Rodrigues, E. C., de Andrade Silva, F., de Miranda, C. R., de Sá Cavalcante, G. M., & de Souza Mendes, P. R. (2017). An appraisal of procedures to determine the flow curve of cement slurries. Journal of Petroleum Science and Engineering, 159, 617 - 623. |
| [35] | Lootens, D., Hébraud, P., Lécolier, É., & Van Damme, H. (2004). Gelation, shear-thinning and shear-thickening in cement slurries. Oil & Gas Science and Technology, 59(1), 31 - 40. |
| [36] | Tolegenova, A., Skripkiunas, G., Rishko, L., & Akmalaiuly, K. (2024). Air-entraining effect on rheological properties of cement-based mixtures. Advances in Materials Science and Engineering, 1-16. |
| [37] | A. Rahman, S. H., Abd Hamid, A. I., Zulkarnain, N. N., & Md Yusof, M. A. (2024). Enhancing geopolymer cement self-healing property with elastomeric materials. Cogent Engineering, 11(1). |
| [38] | Leksir, A. (2020). Maximum allowable pressure during heavy slurry displacement. Journal of Petroleum Exploration and Production Technology, 10, 2829-2844. |
| [39] | Khan, R. A., Ahmad, S., & Gul. (2023). Fracture and fracture pressure analysis of the carbonate reservoir: Implications for hydrocarbon exploration and drilling in Pakistan. 1-49. |
| [40] | Joshi, R. C., & Lohita, R. P. (Eds.). (1997). Fly ash in concrete: Production, properties and uses. Amsterdam, the Netherlands: Gordon and Breach Science Publishers. |
| [41] | Ávila-Córdoba, L., Martínez-Barrera, G., Barrera-Díaz, C., Ureña-Nuñez, F., & Loza-Yañez, A. (2013). Effects on mechanical properties of recycled PET in cement-based composites. International Journal of Polymer Science, 1-6. |
APA Style
Mkhize, M. C., Mukaya, E., Iyuke, S. E., Nkazi, D. B. (2025). Improving Local Class A Cement to Oil Well Cement Using Polyethylene Terephthalate Plastic Waste. Petroleum Science and Engineering, 9(2), 96-110. https://doi.org/10.11648/j.pse.20250902.15
ACS Style
Mkhize, M. C.; Mukaya, E.; Iyuke, S. E.; Nkazi, D. B. Improving Local Class A Cement to Oil Well Cement Using Polyethylene Terephthalate Plastic Waste. Pet. Sci. Eng. 2025, 9(2), 96-110. doi: 10.11648/j.pse.20250902.15
@article{10.11648/j.pse.20250902.15,
author = {Msizi Collen Mkhize and Ellie Mukaya and Sunny Esayegbemu Iyuke and Diakanua Bavon Nkazi},
title = {Improving Local Class A Cement to Oil Well Cement Using Polyethylene Terephthalate Plastic Waste
},
journal = {Petroleum Science and Engineering},
volume = {9},
number = {2},
pages = {96-110},
doi = {10.11648/j.pse.20250902.15},
url = {https://doi.org/10.11648/j.pse.20250902.15},
eprint = {https://article.sciencepublishinggroup.com/pdf/10.11648.j.pse.20250902.15},
abstract = {Addition of polyethylene terephthalate (PET) waste plastic in cement mixtures tend to negatively affect cement matrix properties. Mainly, decreasing final compressive strengths and impacting cement slurry properties. However, recent studies on concrete cement mixtures show that through prior pretreatment of plastic waste material, via irradiation technique or using oxidizing solutions, the strength of PET plastic containing cement mixtures is regained. This study focuses on promoting similar sustainable practices by investigating the prospect of using PET plastic waste in cementing of shallow oil and gas wells. PET plastic waste was processed into fiber and powder additives and incorporated into locally manufactured general-purpose Class A cement, which was formulated or enhanced into standard oil well cement through addition of a variety of cement additives. The PET derived additives, namely, untreated PET fibers, irradiated PET fibers, and Bis (2-hydroxyethyl) Terephthalate (BHET) were incorporated at dosages of 0.2, 1.0, and 1.8% by weight of cement (bwoc) to assess their influence on oil well cement slurries and matrices. It is observed that plastic viscosities of prepared slurries increased with increasing incorporation dosages of the PET derived additives. Slip effects frequently occurred due to the addition of PET fibers as additives. The addition of untreated PET fibers, irradiated PET fibers, and BHET additives optimally increased final compressive strengths by 22.05, 19.34 and 81.82%, respectively. Addition of a superplasticizer among the additives is crucial in controlling rheological behavior and most importantly in improving compressive strength of PET plastic incorporated oil well cements. Thus, PET fibers have potential to be used as reinforcements while BHET can be readily used as an oil well cement additive.},
year = {2025}
}
TY - JOUR T1 - Improving Local Class A Cement to Oil Well Cement Using Polyethylene Terephthalate Plastic Waste AU - Msizi Collen Mkhize AU - Ellie Mukaya AU - Sunny Esayegbemu Iyuke AU - Diakanua Bavon Nkazi Y1 - 2025/08/26 PY - 2025 N1 - https://doi.org/10.11648/j.pse.20250902.15 DO - 10.11648/j.pse.20250902.15 T2 - Petroleum Science and Engineering JF - Petroleum Science and Engineering JO - Petroleum Science and Engineering SP - 96 EP - 110 PB - Science Publishing Group SN - 2640-4516 UR - https://doi.org/10.11648/j.pse.20250902.15 AB - Addition of polyethylene terephthalate (PET) waste plastic in cement mixtures tend to negatively affect cement matrix properties. Mainly, decreasing final compressive strengths and impacting cement slurry properties. However, recent studies on concrete cement mixtures show that through prior pretreatment of plastic waste material, via irradiation technique or using oxidizing solutions, the strength of PET plastic containing cement mixtures is regained. This study focuses on promoting similar sustainable practices by investigating the prospect of using PET plastic waste in cementing of shallow oil and gas wells. PET plastic waste was processed into fiber and powder additives and incorporated into locally manufactured general-purpose Class A cement, which was formulated or enhanced into standard oil well cement through addition of a variety of cement additives. The PET derived additives, namely, untreated PET fibers, irradiated PET fibers, and Bis (2-hydroxyethyl) Terephthalate (BHET) were incorporated at dosages of 0.2, 1.0, and 1.8% by weight of cement (bwoc) to assess their influence on oil well cement slurries and matrices. It is observed that plastic viscosities of prepared slurries increased with increasing incorporation dosages of the PET derived additives. Slip effects frequently occurred due to the addition of PET fibers as additives. The addition of untreated PET fibers, irradiated PET fibers, and BHET additives optimally increased final compressive strengths by 22.05, 19.34 and 81.82%, respectively. Addition of a superplasticizer among the additives is crucial in controlling rheological behavior and most importantly in improving compressive strength of PET plastic incorporated oil well cements. Thus, PET fibers have potential to be used as reinforcements while BHET can be readily used as an oil well cement additive. VL - 9 IS - 2 ER -
School of Chemical and Metallurgical Engineering, Faculty of Engineering and the Built Environment, University of the Witwatersrand, Johannesburg, South Africa
School of Chemical and Metallurgical Engineering, Faculty of Engineering and the Built Environment, University of the Witwatersrand, Johannesburg, South Africa
School of Chemical and Metallurgical Engineering, Faculty of Engineering and the Built Environment, University of the Witwatersrand, Johannesburg, South Africa
School of Chemical and Metallurgical Engineering, Faculty of Engineering and the Built Environment, University of the Witwatersrand, Johannesburg, South Africa
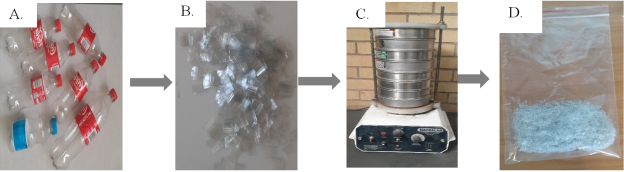
Figure 1. Stepwise preparation of the untreated PET fibers used as additives (A. Waste PET plastic bottles, B. Cut PET plastic flakes, C. Sieve through to eliminate thicker fibers, D. Prepared untreated PET fibers additive).
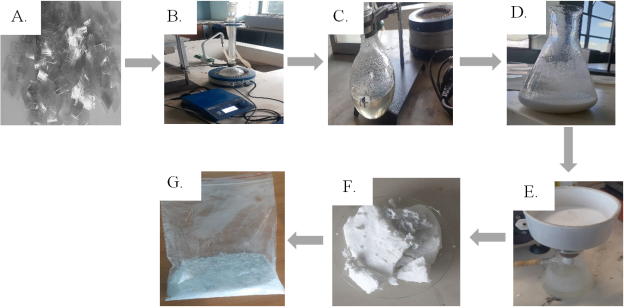
Figure 2. Stepwise depolymerization of PET into BHET (A. PET plastic flakes, B. Mixture under reflux, C. Resulting homogeneous mixture after reflux, D. Mixture after dissolving excess solvent, E. Vacuum filtration of the mixture, F. Resulting residual BHET, G. Dried and packed BHET).

Figure 3. Casing top geometry and mesh.

Figure 4. Casing bottom geometry and mesh.
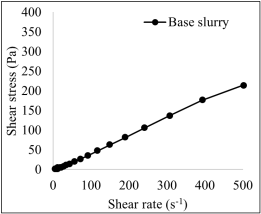
Figure 5. Flow curve of the base slurry.
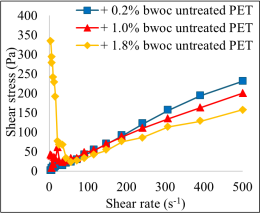
Figure 6. Flow curves of slurries containing untreated PET fibres.
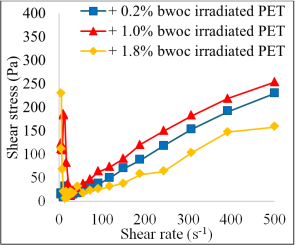
Figure 7. Flow curves of slurries containing irradiated fibres.
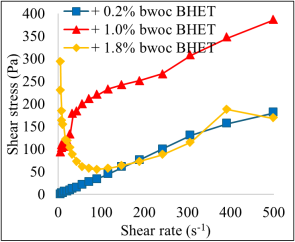
Figure 8. Flow curves of slurries containing BHET.
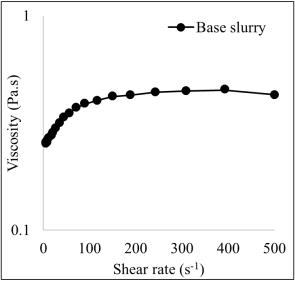
Figure 9. Viscosity-shear rate curve of the base slurry.
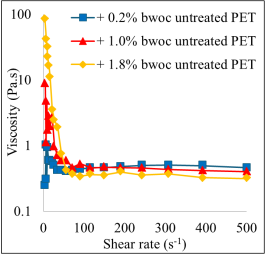
Figure 10. Viscosity-shear rate curves of slurries containing untreated PET fibres.
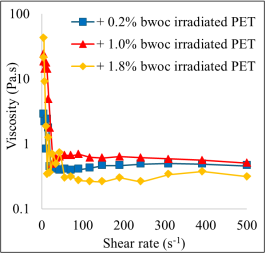
Figure 11. Viscosity-shear rate curves of slurries containing irradiated PET fibres.
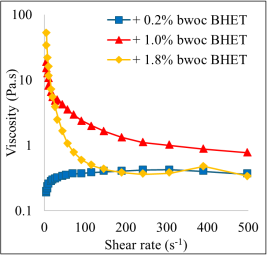
Figure 12. Viscosity-shear rate curves of slurries containing BHET additive.
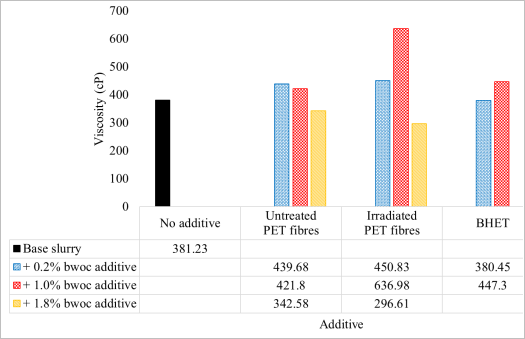
Figure 13. Plastic viscosities of the slurries (determined using Bingham plastic model).
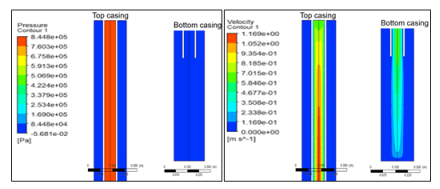
Figure 14. Pressure and velocity contours illustrating variations in pump pressure and flow velocity of the base slurry during placement.
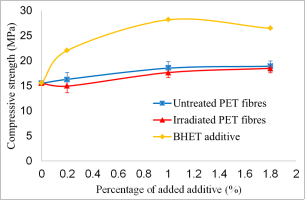
Figure 15. Compressive strengths of the slurries incorporated with PET derived additives.

Figure 16. Uneven reinforcement in a set oil well cement specimen incorporated PET fibers.
Information

