2. Materials and Methods
2.1. Materials
The plant material employed in this study is the local mango variety, designated as Tcheodeh. This variety was selected due to its greater regional availability and higher proportion of kernels in comparison to the improved varieties, which are commonly referred to as "grafted mangoes." The fruit samples were obtained at the point of physiological maturity and subsequently consumed in the orchard of the Jacques de Bernon College, located in the Far North region of Cameroon, Diamare department, Maroua 1 district. Subsequently, the specimens were transferred to the Biosciences laboratory of the Institut Superieur du Sahel for further analysis.
2.2. Production and Physicochemical Properties of Flours
2.2.1. Production of Mango Kernel Flour (Mangifera Indica L.)
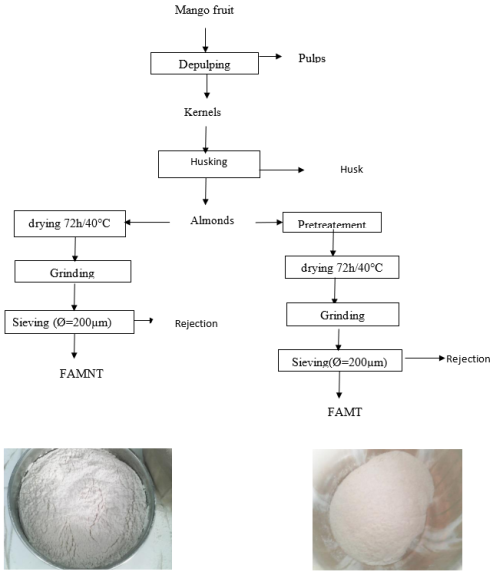
The mango fruit was obtained at the point of optimal ripeness and edibility. It was then manually pitted using stainless steel knives, and the kernels obtained were divided into two batches. The initial batch was subjected to a 72-hour drying process at 40°C using a bespoke electric dryer. The second batch was subjected to a 48-hour soaking period at 50°C, followed by boiling at 100°C for 30 minutes and subsequent drying under identical conditions as the first batch, in accordance with the modified Legesse and Emire
| [12] | Legesse MB, Emire SA. Functional and physicochemical properties of mango seed kernels and wheat flour and their blends for biscuit production. African Journal of Food Science and Technology. 2012; 3(9): 193‑203. |
[12]
protocol. This was done to remove anti-nutritional factors from the mango kernel flours. The dried mango kernels were subsequently ground using a hammer mill and sieved using 200 µm diameter sieves. The resulting flours were then stored in high-density polyethylene (HDPE) plastics to prevent moisture exchange until such time as they could be analyzed and used. The untreated mango kernel flour was designated "FAMNT," while the pretreated mango kernel flour was designated "FAMT." The process diagram for the production of mango kernel flour is presented in
Figure 1.
Figure 1. Mango kernel flour production process.
2.2.2. Characterisation of Mango Kernel Flour, Wheat Flour and Composite Wheat-mango Kernel Flour
(i). Preparation of Composite Wheat-mango Almond Flours
Prior to the characterization of the composite wheat-mango kernel flours, the mango kernel flours were blended with wheat flour. The substitution of wheat flour by mango kernel flour was conducted in accordance with a ratio of 500 grams of flour to be kneaded in increments of ten, with the percentage of mango kernel flour varying between 0%, 10%, 20%, 30%, 40%, and 50% (w/w). The experimental design was formulated using Design Expert 13 (
Table 1).
Table 1. Mixture design of wheat and mango kernel flour.
W/W substitution of mixed flour | 100/0 | 90/10 | 80/20 | 70/30 | 60/40 | 50/50 |
FAM | 0 | 50 | 100 | 150 | 200 | 250 |
FB | 500 | 450 | 400 | 350 | 300 | 250 |
Total (g) | 500 | 500 | 500 | 500 | 500 | 500 |
FAM: Mango kernel flours. FB: Wheat flour.
(ii). Determination of the Chemical Composition of Mango Kernel Flour, Wheat Flour and Wheat-mango Kernel Composite Flour
a) Proximate analyses of flour mixtures.
The physicochemical properties of both the untreated and treated mango kernel flour were determined according to the AOAC 2000 method. This encompassed the assessment of moisture content, crude protein (Method 920.87), total lipid (Method 996.06), total ash (Method 972.15), crude fiber (Method 993.21), and total sugars (Zucco et al., 2011).
b) Total phenolic compound and tannin content.
The total phenolic compounds and tannins were determined using the method described by Georgiev et al.
| [13] | Georgiev K, Zhelev I, Georgieva S. Total phenolic compounds and tannins content of Bancha green tea (Camellia sinensis) depending on extraction conditions. Scripta Scientifica Pharmaceutica. 2014; 1(1): 48‑51. |
[13]
.
(iii). Evaluation of the Functional Parameters of Flours
The functional properties of flours, including their swelling capacity, water absorption capacity (WAC), and oil absorption capacity (OAC), were determined in accordance with the methodologies outlined by Arepally et al.
| [14] | Arepally D, Reddy RS, Coorey R, Goswami TK. Evaluation of functional, physicochemical, textural and sensorial properties of multi‐millet‐based biscuit. International Journal of Food Science & Technology. 2023; 58(5): 2437‑47. |
[14]
. The water absorption capacity was calculated as:
The oil absorption capacity was calculated as:
The swelling capacity was calculated as:
2.2.3. Production of Biscuits Based on Composite Wheat-mango Almond Flours and Determination of Their Physical Characteristics
The present study utilized both untreated and treated mango kernel flour, with the wheat flour employed being the BIJOU MAMMY brand, produced by OLAMCAM S. A. in Douala, Cameroon. The margarine used in this study was procured from the Jadida company, and the sugar utilized was produced by the Societe des Sucres du Cameroun (SOSUCAM). The eggs used in this study were obtained from commercial establishments in Ngaoundere. The iodized salt, marketed under the brand name Diamant Blanc, was obtained from a local market and is produced by SOCAPURSEL S. A. The vanilla used by confectioners is a commercial variety, and the yeast used is a commercially available baking powder.
2.2.4. Production of the Biscuits
In the production of whole wheat/untreated and treated mango kernel flour biscuits, the methodology outlined by Agu et al.
| [15] | Agu HO, Ihionu JC, Mba JC. Sensory and physicochemical properties of biscuit produced from blends of whole wheat, soy okara and tigernut residue flours. Heliyon. 2023; 9(4). |
[15]
was employed.
2.2.5. Physical Characterisation of Biscuits
Subsequent to the fabrication of the biscuits, a series of physical parameters, including mass, thickness, diameter, and expandability, were determined using the method described by Duarte et al.
| [16] | Duarte S, Harasym J, Sánchez-García J, Kelaidi M, Betoret E, Betoret N. Suitability of almond bagasse powder as a wheat flour substitute in biscuit formulation. Journal of Food Quality. 2024; 2024(1): 7152554. |
[16]
.
2.2.6. Sensory Quality and Chemical Composition of Biscuits Made from Composite Wheat-mango Almond Flours
(i). Evaluation of the Sensory Quality of Biscuits
A sensory analysis was conducted in the ENSAI sensory analysis laboratory at the University of Ngaoundere. The sensory analysis included a tasting test, in which thirty individuals participated. The panel comprised 11 women and 19 men, aged between 22 and 28, all of whom were students at the University of Ngaoundere. The panel was presented with a set of eleven biscuits. Of the eleven biscuits, five were produced using untreated composite wheat-mango kernel flour, one was made with treated composite wheat-mango kernel flour, and one was prepared with pure wheat flour, which served as the control. The panelists were tasked with evaluating a series of attributes, including surface color, interior color, surface appearance, texture, taste, flavor, crispness in the mouth, and overall acceptability of the biscuit. In order to assess the relative merits of each sample, panelists were asked to indicate their preferred sample and least preferred sample, providing a rationale for their choice. The scale employed for the assessment ranged from 1 to 9, with 1 representing an extremely unfavorable rating, 2 indicating a very unfavorable rating, 3 signifying an unfavorable rating, 4 denoting a slightly unfavorable rating, 5 indicating a neutral rating, 6 representing a slightly favorable rating, 7 signifying a favorable rating, 8 indicating a very favorable rating, and 9 reflecting an extremely favorable rating.
(ii). Determination of the Chemical Composition of Biscuits
The content of water, crude protein, sugars, lipids, total ash, crude fiber, phenolic compounds, and the energy value of the biscuits were determined in accordance with the methodologies employed for the chemical composition of the flours.
2.2.7. Statistical Analysis
The results are presented as the mean ± standard deviation. The statistical analyses were conducted using SPSS software, version 16.0. The analysis of variance (ANOVA) test was employed to facilitate comparisons between multiple means, while the Duncan test was utilized to conduct two-by-two comparisons of means. It is imperative to note that all statistical tests were conducted with a probability level of P < 0.05.
3. Results and Discussion
3.1. Different Mango Kernel Flours Produced
The production of mango kernel flour yielded several distinct forms. The untreated mango kernel flour (FAMNT) was observed to be white in color, whereas the treated mango almond flour (FAMT) exhibited a slight brown hue. This discrepancy in coloration can be attributed to the impact of the elevated temperature (100°C) employed during the thermal treatment of the almond, which prompted non-enzymatic browning reactions, culminating in the formation of brown flours subsequent to drying and grinding.
3.2. Chemical Composition of Mango Kernel Flour, Wheat Flour and Wheat–mango Kernel Composite Flours
Table 2 presents the proximal composition and energy value of mango kernel flour, wheat flour, and wheat-mango kernel composite flours. Wheat flour contains 12.28% water, 0.86% ash, 1.20% total lipids, 73.78% total sugars, 52.70% available sugars, 2.58% soluble sugars, 0.56% crude fiber, and 349.62 kcal of energy. The FAMNT sample contains 8.73% water, 2.79% ash, 7.21% crude protein, 9.94% total lipids, 72.41% total sugars, 67.95% available sugars, 2.39% soluble sugars, 2.06% crude fiber, and 407.97 kcal of energy. The FAMT sample contains 9.02% water, 1.50% ash, 7.67% protein, and 10.68% untreated mango kernel flour (FAMNT). The processed mango kernel flour (FAMT) was found to contain lipids, 71.13% total sugars, 56.54% available sugars, 2.65% soluble sugars, 2.64% fiber, and 411.30% energy.
The ash content of FB (0.86%) exceeds the values reported by Duarte et al.
| [16] | Duarte S, Harasym J, Sánchez-García J, Kelaidi M, Betoret E, Betoret N. Suitability of almond bagasse powder as a wheat flour substitute in biscuit formulation. Journal of Food Quality. 2024; 2024(1): 7152554. |
[16]
. This discrepancy may be attributed to the varying extraction rates of the flours employed, as the extraction rate offers insight into the mineral composition and, consequently, the ash content. The crude protein content of wheat flour (10.93%) is lower than that reported by Agu et al.
| [15] | Agu HO, Ihionu JC, Mba JC. Sensory and physicochemical properties of biscuit produced from blends of whole wheat, soy okara and tigernut residue flours. Heliyon. 2023; 9(4). |
[15]
, which is 11.87%, but greater than the 10.12% reported by Legesse and Emire
| [12] | Legesse MB, Emire SA. Functional and physicochemical properties of mango seed kernels and wheat flour and their blends for biscuit production. African Journal of Food Science and Technology. 2012; 3(9): 193‑203. |
[12]
.
The contents of water, protein, and soluble sugar exhibited a notable decline (P < 0.05) with substitution, yet demonstrated an increase with treatment. Conversely, the total ash and available sugar contents demonstrated a significant increase (P < 0.05) with substitution, yet a decrease with treatment. The values of the flour lipid, crude fiber, and energy exhibited a significant increase (P < 0.05) in response to both substitution and treatment, while the total sugar content demonstrated a significant decrease (P < 0.05) in both cases.
The water, ash, fiber, and protein contents reported in this study are consistent with those reported by Legesse and Emire
| [12] | Legesse MB, Emire SA. Functional and physicochemical properties of mango seed kernels and wheat flour and their blends for biscuit production. African Journal of Food Science and Technology. 2012; 3(9): 193‑203. |
[12]
. However, the findings regarding sugar, lipid, and energy contents differ from those reported by the aforementioned authors. Specifically, the former indicated a decrease in these parameters with treatment, which was not observed in the present study.
The water content of foodstuffs is a crucial parameter in the process of food preservation. It is imperative to be cognizant of the water content of flours to ensure their optimal preservation. This necessity arises from the inherent hygroscopic tendency of flours, which necessitates a reduction in water content to varying levels, ranging from 14% to 7%, contingent upon the designated application. The water content of wheat flour (12.28%) was found to be in agreement with that previously reported by Ndangui
| [17] | Ndangui CB. Production et caractérisation de farine de patate douce (Ipomoea batatas. Lam): optimisation de la technologie de panification [Production and characterization of sweet potato flour (Ipomoea batatas Lam): optimization of panification technology]. Ecole Nationale Supérieure d’Agronomie et des Industries Alimentaires, Laboratoire d’Ingénierie des Biomolecules. 2015; 151p. |
[17]
, which was 12.4%. These values are notably higher than those observed for untreated mango kernels and treated mango kernels, which were found to be 8.73% and 9.02%, respectively. A significant decrease was observed with substitution, from 12.24% to 9.65%. These findings suggest that mango kernel flour may be more effective and durable than wheat flour in terms of preservation.
The reduction in ash content observed following treatment can be attributed to the leaching effect of the soluble mineral fractions of the mango kernels into the soaking and boiling water. The observed increase in protein content is consistent with the findings of Legesse and Emire
| [12] | Legesse MB, Emire SA. Functional and physicochemical properties of mango seed kernels and wheat flour and their blends for biscuit production. African Journal of Food Science and Technology. 2012; 3(9): 193‑203. |
[12]
, who reported a significant elevation in protein content in mango kernels following soaking and autoclaving. The hypothesis that this increase is due to the elimination of antinutrients, such as tannins, which complex proteins and render them unavailable in FAMNTs, is postulated.
The observed reduction in sugar content can be attributed to two factors: the low sugar content of the kernel and the solubilization of the sugar in water during the soaking and boiling processes. Furthermore, the hydrolysis and solubilization of the amylose may also contribute to this reduction (FAMT). The increase in these parameters observed in composite wheat–mango kernel flours is likely attributable to the inherent lipid, ash, and fiber content of the mango kernel flour. The comparatively lower sugar and protein contents of the mango kernel flour relative to those of wheat flour suggest that the reduction in these nutrients when wheat flour is substituted with mango kernel flour is likely attributable to the former's influence.
Table 2. Proximal and energy composition of different flours.
Types of flour | Water (g/100g MF) | Ash (g/100 g DM) | Protein (g/100 g DM) | Fat (g/100 g DM) | Total sugars (g/100 g DM) |
FB | 12.28±0.05e | 0.86±0.28a | 10.93±0.18c | 1.20±0.10a | 73.78±0.29b |
FSNT10 | 12.24±0.45e | 1.13±0.28ab | 10.55±0.14bc | 1.33±0.11a | 73.74±0.30b |
FSNT30 | 10.86±0.11cd | 1.52±0.27b | 10.49±0.29bc | 3.25±0.64b | 72.88±0.76ab |
FSNT50 | 9.66±0.15b | 2.76±0.28d | 10.39±0.66b | 5.12±0.70c | 71.22±1.35a |
FAMNT | 8.73±1.02a | 2.79±0.44d | 7.21±0.16a | 9.94±0.18d | 72.41±0.68ab |
FST10 | 11.41±0.36d | 0.75±0.16a | 10.88±0.29bc | 1.89±0.09a | 73.69±0.05b |
FST30 | 11.04±0.30cd | 1.47±0.11b | 10.82±0.17bc | 3.59±0.19b | 71.76±0.27a |
FST50 | 10.41±0.16 c | 2.14±0.59c | 10.76±0.17bc | 5.19±0.38c | 71.40±1.94a |
FAMT | 9.02±0.37ab | 1.50±0.29b | 7.67±0.03a | 10.68±0.70a | 71.13±0.96a |
Types of flour | available sugar (g/100 g DM) | Soluble sugars (g/100 g DM) | Crude fiber (g/100 g DM) | Energy (Kcal/100g DM) |
FB | 52.70±0.49a | 2.58±0.23ef | 0.57±0.00a | 349.62±1.75a |
FSNT10 | 54.57±0.49ab | 1.43±0.09c | 0.95±0.16ab | 349.10±2.63a |
FSNT30 | 66.06±2.59d | 1.22±0.05b | 1.69±0.00bc | 362.75±3.08b |
FSNT50 | 66.11±1.93d | 0.88±0.03a | 1.84±0.16bc | 372.38±7.21c |
FAMNT | 67.95±2.09d | 2.39±0.12de | 2.06±0.04c | 407.97±1.60d |
FST10 | 60.80±0.49c | 2.25±0.09d | 1.79±0.65bc | 355.24±1.99ab |
FST30 | 60.53±2.81c | 1.43±0.08c | 2.13±1.28c | 362.56±0.99b |
FST50 | 67.25±2.06d | 1.00±0.12a | 2.60±0.04c | 375.35±8.86c |
FAMT | 56.54±0.61b | 2.65±0.01f | 2.64±0.45c | 411.30±2.52d |
Means with different superscript letters in the same column are significantly different at the threshold (P < 0.05).
MF: Fresh Matter DM: Dry Matter; FB: Wheat Flour; FSNT10: Flour substituted with 10% Untreated Mango kernel flour; FSNT30: Flour substituted with 30% Untreated Mango kernel flour; FSNT50: Flour substituted with 50% Untreated Mango kernel flour; FAMNT: Untreated Mango kernel flour. FST10: Flour substituted with 10% Processed Mango Kernel; FST30: Flour substituted with 30% Processed Mango Kernel; FST50: Flour substituted with 50% Processed Mango Kernel; FAMT: Mango Kernel Flour Processed by boiling soaking (soaked at 50°C for 48h; boiled at 100°C/30min and dried at 40°C/72h in an electric dryer.
The total phenolic compound and tannin contents of the mango kernel flour, wheat flour, and wheat–mango kernel composite flours are variable (
Table 3). The data in the table demonstrate that the total phenolic compound and tannin contents exhibited notable variation (P < 0.05) in response to the degree of substitution and the treatment applied. The concentration of phenolic compounds in the flours exhibited a positive correlation with increasing substitution and a negative correlation with increasing treatment. The phenolic compound content of FB was found to be 0.19%, with a tannin content of 0.10%. The contents of phenolic compounds and tannins in mango kernel flours were found to be significantly (P < 0.05) greater than those of flours. Furthermore, the contents of phenolic compounds (7.56%) and tannins (6.14%) in FAMNT were found to be significantly higher (P < 0.05) compared to those in FAMT (5.10% for phenolic compounds and 3.52% for tannins). A significant decrease (P < 0.05) in these parameters was observed with treatment. These findings contradict those reported by Legesse and Emire
| [12] | Legesse MB, Emire SA. Functional and physicochemical properties of mango seed kernels and wheat flour and their blends for biscuit production. African Journal of Food Science and Technology. 2012; 3(9): 193‑203. |
[12]
(2012), who, following the treatment of mango kernels, demonstrated that tannins could only be present in trace amounts. However, Dakare et al.
| [18] | Dakare MA, Danladi A, Abel S, Sunday E. Effects of processing techniques on the nutritional and antinutritional contents of mango (Mangifera indica) seed kernel. World Journal of Young Researchers. 2012; 2(3): 55‑9. |
[18]
reported that tannins cannot be completely eliminated by various treatments. The significantly higher phenolic compound and tannin contents of mango almond flour compared to wheat flour suggest that mango almond flour may be a contributing factor to the observed increase in phenolic compounds and tannins in the wheat–mango almond composite flour. Tannins are classified into two categories: hydrolysis-resistant condensed tannins and easily hydrolysable water-soluble tannins. The objective of the study was to eliminate as many tannins as possible. The residual tannin levels in the flours imply that they are condensed tannins. Alternatively, these levels could be attributable to the efficacy of the treatments, which vary on both sides, or to the mango varieties, which are known to be more tannin-rich.
Table 3. Phenolic compounds in different flours (g/100g DM).
Type of flour | Total phenolic compounds | Tannins |
FB | 0,19±0,01a | 0,10±0,01a |
FSNT10 | 1,55±0,11c | 0,93±0,10c |
FSNT30 | 2,16±0,06d | 1,64±0,05d |
FSNT50 | 3,35±0,12f | 2,68±0,12e |
FAMNT | 7,56±0,30h | 6,14±0,30g |
FST10 | 0,96±0,09b | 0,57±0,06b |
FST30 | 1,96±0,10d | 1,77±0,08d |
FST50 | 2,85±0,28e | 2,47±0,26e |
FAMT | 5,10±0,22g | 3,52±0,21 |
Means with different superscript letters in the same column are significantly different at the threshold (P < 0.05).
DM: Dry Matter; FB: Wheat Flour; FSNT10: Flour substituted with 10% Untreated Mango Kernel; FSNT30: Flour substituted with 30% Untreated Mango Kernel; FSNT50: Flour substituted with 50% Untreated Mango Kernel; FAMNT: Untreated Mango Kernel Flour. FST10: Flour substituted with 10% Processed Mango Kernel; FST30: Flour substituted with 30% Processed Mango Kernel; FST50: Flour substituted with 50% Processed Mango Kernel; FAMT: Mango Kernel Flour Processed by boiling soaking (soaked at 50°C for 48h; boiled at 100°C/30min and dried at 40°C/72h in an electric dryer).
3.3. Functional Properties of the Flours
Statistically significant (P < 0.05) disparities were identified in the bulk density, WACa, WACr, EA, and SI of the flours. Conversely, no statistically significant (P > 0.05) disparities were observed in the OAC (
Table 4). The bulk density of FB (0.60 g/ml) was found to be significantly (P < 0.05) greater than that of FAMNT (0.58 g/ml), yet significantly (P < 0.05) lower than that of FAMT (0.66 g/ml).
The substitution of FB with NTAMF resulted in a notable reduction in bulk density, while the use of NTAMF led to a considerable increase in this parameter (P < 0.05). These findings are consistent with those reported by Legesse and Emire
| [12] | Legesse MB, Emire SA. Functional and physicochemical properties of mango seed kernels and wheat flour and their blends for biscuit production. African Journal of Food Science and Technology. 2012; 3(9): 193‑203. |
[12]
, who observed an increase in the bulk density of wheat‒almond composite flours from treated mango. The observed decrease in density for the flours composed of wheat and untreated mango kernels is consistent with the findings of Duarte et al.
| [16] | Duarte S, Harasym J, Sánchez-García J, Kelaidi M, Betoret E, Betoret N. Suitability of almond bagasse powder as a wheat flour substitute in biscuit formulation. Journal of Food Quality. 2024; 2024(1): 7152554. |
[16]
, who reported that the substitution of wheat flour with local flour could result in a reduction in density.
It was observed that the apparent and real water absorption capacities of the flours exhibited a notable increase (P < 0.05) with the progression of substitution and treatment. For wheat, the WACa (75%) and WACr (121.52%) were found to be significantly lower than those of FAMNT and FAMT, which were 147.33% and 252%, respectively, for WACa and 235.33% and 327.39%, respectively, for WACr. These findings are consistent with those reported by Himeda et al.
| [19] | Himeda M, Njintang Yanou N, Fombang E, Facho B, Kitissou P, Mbofung CM, et al. Chemical composition, functional and sensory characteristics of wheat-taro composite flours and biscuits. Journal of food science and technology. 2014; 51: 1893‑901. |
[19]
, who observed an increase in WAC with elevated substitution rates in composite flours comprising wheat flour and white taro flour. The observed increase in WAC is hypothesized to be attributable to the presence of hydrophilic carbohydrates and protein functional groups in the flour, which are likely to form hydrogen bonds with water. The water absorption capacity (WAC) is contingent upon the affinity of the flour for water. Affinity for water has been demonstrated to be positively correlated with WAC. This phenomenon was observed in the present study with FAMT. During the boiling process, the starch in the flour underwent gelatinization, resulting in a change in its conformation and the availability of hydroxyl groups capable of forming hydrogen bonds with water. The high fiber content of mango kernel flour suggests that the absorption of water by the fibers is the primary factor contributing to the observed increase in the WAC of the composite flours. An additional hypothesis is that the removal of antinutrients may have resulted in the exposure of certain proteins with functional groups capable of forming hydrogen bonds with water. The capacity to absorb water is a crucial property of flours employed in pastry production. This property enables pastry chefs to incorporate a substantial quantity of water into the dough, facilitating its manipulation and preserving the freshness of the finished products.
The oil absorption capacity of the flours exhibited no statistically significant difference (P > 0.05). The OAC of FB (92.37%) was not found to be significantly greater than that of FAMNT (88.85%) and FAMT (87.27%) (P > 0.05). However, a decline in OAC was observed with increasing substitution and treatment levels. These findings are consistent with those reported by Himeda et al.
| [19] | Himeda M, Njintang Yanou N, Fombang E, Facho B, Kitissou P, Mbofung CM, et al. Chemical composition, functional and sensory characteristics of wheat-taro composite flours and biscuits. Journal of food science and technology. 2014; 51: 1893‑901. |
[19]
, who observed a correlation between a reduction in oil absorption capacity (OAC) and a decline in flour protein content. The present study's findings support this correlation, demonstrating a decline in protein content of the flours concomitant with the introduction of substitutions. The variation in oil absorption capacity observed in flours is also associated with the presence of non-polar chains. The results of this study suggest that the processing of mango kernels may have led to the presence of polar chains in FAMT, which could account for the relatively low OAC observed in FAMT. This property is of particular significance in the context of biscuit production, given its role in determining the quality of the final product. The substitution of wheat flour at a high rate, therefore, has the potential to adversely affect the characteristics of biscuits, as oil is a crucial precursor of biscuit flavor and taste.
The emulsifying activity of the flours utilized in this study exhibited a significant decline (P < 0.05) with substitution, yet demonstrated an increase with treatment. The respective values are 12.57% for FB, 7.37% for FAMNT, and 7.46% for FAMT. The incorporation of mango kernel meal resulted in a statistically significant reduction (P < 0.05) in the AE. However, the findings indicate that flours derived from treated mango kernels display enhanced emulsifying capabilities compared to those derived from untreated mango kernels. Legesse and Emire
| [12] | Legesse MB, Emire SA. Functional and physicochemical properties of mango seed kernels and wheat flour and their blends for biscuit production. African Journal of Food Science and Technology. 2012; 3(9): 193‑203. |
[12]
previously observed, the EA of flours increases in conjunction with an increase in protein content and decreases in response to an increase in fibre content. This phenomenon could provide a plausible explanation for the observations made in this study, where a decrease in protein content was noted with substitution and an increase in fiber content was observed with treatment. It can be hypothesized that the significantly elevated AE in flours derived from treated mango kernels, as compared to those produced from untreated kernels, can be attributed to the augmented protein content resulting from the treatment process.
The solubility index of the flours demonstrated a significant variation (P < 0.05) in response to substitution and treatment. The respective values are 22.06% for FB, 27.78% for FAMNT, and 18.93% for FAMT. The SI exhibited an increase with the incorporation of FAMT and a decrease with that of FAMT. These findings contradict the results reported by Himeda et al.
| [19] | Himeda M, Njintang Yanou N, Fombang E, Facho B, Kitissou P, Mbofung CM, et al. Chemical composition, functional and sensory characteristics of wheat-taro composite flours and biscuits. Journal of food science and technology. 2014; 51: 1893‑901. |
[19]
, who demonstrated that an increase in the SI could be attributed to starch cooking in water, which would induce gelatinization and solubilization of the amylose, thus increasing the soluble fraction of the flour. In this instance, however, the SI was observed to decrease with boiling. This observation suggests that the process of boiling water may have induced hydrolysis and leaching of the soluble matter. This outcome suggests that the incorporation of FAMT into wheat flour leads to a reduction in the solubility index.
Table 4. Effect of treatment on functional properties of different flours.
Type of flour | BD (g/ml) | WACa (g/100g) | WACr (g/100g) | OAC (g/100g) | EA (V/V) | SI (g/g) |
FB | 0,60±0,00b | 75,00±4,00a | 121,52±4,39a | 92,37±4,36a | 12,56±1,32c | 22,06±0,49b |
FSNT10 | 0,60±0,01b | 87,00±9,00ab | 148,71±8,86b | 92,19±2,49a | 11,57±0,80bc | 22,55±0,98bc |
FSNT30 | 0,60±00b | 117,33±6,50c | 178,84±9,09c | 86,99±4,81a | 10,00±1,42b | 24,68±0,44cd |
FSNT50 | 0,58±0,00a | 135,00±3,00d | 188,94±2,04c | 88,04±3,80a | 9,50±1,60ab | 25,38±0,60de |
FAMNT | 0,58±0,01a | 147,33±2,30e | 235,83±7,04d | 88,85±9,26a | 7,37±0,57a | 27,78±1,49e |
FST10 | 0,64±0,00c | 92,33±2,88b | 134,64±4,21ab | 92,32±6,00a | 12,46±0,87c | 20,96±2,61ab |
FST30 | 0,65±0,00cd | 140,00±3,00de | 190,54±11,58c | 86,27±1,18a | 10,81±0,81bc | 19,37±2,19a |
FST50 | 0,66±0,01d | 185,33±8,05f | 246,88±18,02d | 85,77±3,65a | 9,87±2,30b | 19,14±0,04a |
FAMT | 0,66±0d | 256,00±9,64g | 327,39±17,75e | 87,27±2,84a | 7,46±0,83a | 18,93±1,45a |
Means with different superscript letters in the same column are significantly different at the threshold (P < 0.05).
BD. bulk density; WACa: apparent water absorption capacity; WACr: real water absorption capacity; OAC. oil absorption capacity; EA Emulsion Activity FB: wheat flour; FSNT10: Flour substituted with 10% Untreated Mango Kernel; FSNT30: Flour substituted with 30% Untreated Mango Kernel; FSNT50: Flour substituted with 50% Untreated Mango Kernel; FAMNT: Untreated Mango Kernel Flour. FST10: Flour substituted with 10% Processed Mango Kernel; FST30: Flour substituted with 30% Processed Mango Kernel; FST50: Flour substituted with 50% Processed Mango Kernel; FAMT: Mango Kernel Flour Processed by boiling soaking (soaked at 50°C for 48h; boiled at 100°C/30min and dried at 40°C/72h in an electric dryer). SI: solubility index.
3.4. Physical Characteristics of Biscuits
Figure 2 show the image of biscuits made with mango kernel
and wheat flours. The production of biscuits entails the amalgamation of wheat flour with a composite wheat-mango almond flour (
Mangifera indica L.). The manufacturing process utilized unprocessed mango wheat almond flour. It is evident that as the proportion of mango wheat almond flour is augmented in the biscuit recipe, the volume of the biscuits is diminished, and the color of the biscuits made with wheat flour and FAMNT becomes more intense than that of the biscuits made with wheat flour and FAMT.
Table 5. Effect of treatment of the mango kernel flour on physical characteristics of the various biscuits.
Types of biscuit | mass (g) | diameter (mm) | thickness (mm) | Expansibility |
BFB | 29,47±0,98d | 62,95±1,64c | 19,32±0,46d | 3,26±0,16a |
BSNT10 | 20,33±0,05bc | 56,35±0,93ab | 18,30±1,43d | 3,09±0,26a |
BSNT30 | 18,20±1,60a | 56,08±0,69ab | 11,53±0,01b | 4,86±0,06c |
BSNT50 | 18,10±0,30a | 55,67±0,18ab | 9,65±0,016a | 5,77±0,10d |
BST10 | 21,23±0,25c | 55,89±0,25ab | 14,39±0,19c | 3,88±0,05b |
BST30 | 19,73±1,19abc | 54,67±0,08ab | 14,13±0,32c | 3,87±0,08b |
BST50 | 18,97±0,61ab | 54,50±1,29a | 9,76±0,86a | 5,61±0,42d |
Means with different superscript letters in the same column are significantly different at the threshold (P < 0.05). BFB : Wheat Biscuit ; BSNT10 : Biscuit substituted with 10% Untreated Mango kernel flour ; BSNT30 : Biscuit substituted with 30% Untreated Mango kernel flour ; BSNT50 : Biscuit substituted with 50% Untreated Mango kernel flour ; BST10 : Biscuit substituted with 10% Processed Mango kernel flour; BST30 : Biscuit substituted with 30% Processed Mango kernel flour ; BST50 : Biscuit substituted with 50% Processed Mango kernel flour.
The physical characteristics of the biscuits manufactured from composite wheat, mango, and almond flours is shown in
Table 5. The physical parameters measured in the biscuits were statistically significant (P < 0.05). The substitution resulted in a reduction of biscuit mass, diameter, and thickness, while expandability increased. In contrast, the treatment resulted in an increase in biscuit mass and expandability, while thickness and diameter were reduced. The wheat flour biscuits had a mass of 29.47 g, a diameter of 62.95 mm, a thickness of 19.32 mm, and an expandability of 3.26%. The incorporation of mango almond flour led to a substantial decrease in biscuit mass, diameter, and thickness, while expandability exhibited a significant increase. These results are consistent with those reported by Ashoush and Gadallah
| [20] | Ashoush I, Gadallah M. Utilization of mango peels and seed kernels powders as sources of phytochemicals in biscuit. 2011. |
[20]
, but contradict the findings of Legesse and Emire
| [12] | Legesse MB, Emire SA. Functional and physicochemical properties of mango seed kernels and wheat flour and their blends for biscuit production. African Journal of Food Science and Technology. 2012; 3(9): 193‑203. |
[12]
. The latter researchers demonstrated that the width, thickness, and expandability of biscuits increase with the rate of incorporation of mango kernels. The reduction in biscuit mass with increasing incorporation rate can be attributed to the density of the composite flours. Density, defined as the weight of a specific volume of flour, is a pivotal factor in this study. The density of FB, which is 0.60 g/ml in this study, decreases with the incorporation of NTAMFs (0.60 to 0.58 g/ml) and increases with LTAMFs (0.60 to 0.66 g/ml). This phenomenon could provide a rationale for the observed discrepancy in biscuit mass between those composed of NTAMFs and those composed of LTAMFs.
The observed reduction in the thickness of biscuits made
3.5. Sensory Analysis and Chemical Composition of Biscuits
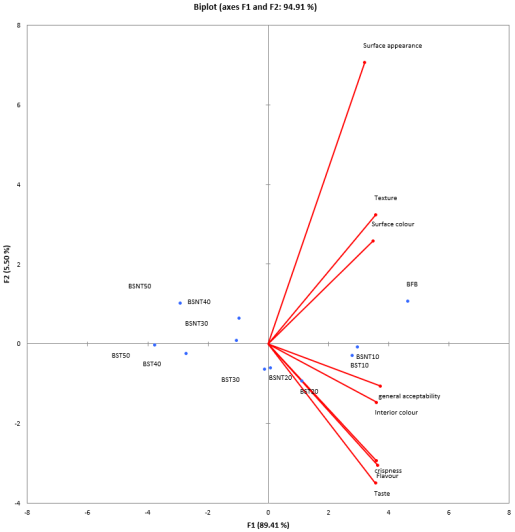
Figure 3 illustrates the findings of the sensory evaluation conducted on the biscuits. The biscuits containing 10% of the substitute were found to be more similar to the FB-based biscuit and exhibited notable differences in surface color, interior color, texture, and flavor. With regard to the parameter of crispness, the 10% FAMT biscuit attained a score (8.36) that was not significantly (P > 0.05) higher than that of the FB-based biscuit (8.06). Regarding the parameters of taste, flavor, and general acceptability, biscuits produced with 10% FAMT, 10% FAMT and FB-based ingredients did not demonstrate statistically significant differences (P > 0.05). These findings contrast with those reported by Legesse and Emire
| [12] | Legesse MB, Emire SA. Functional and physicochemical properties of mango seed kernels and wheat flour and their blends for biscuit production. African Journal of Food Science and Technology. 2012; 3(9): 193‑203. |
[12]
, who, in a study conducted in Ethiopia, obtained the highest score of 30% for general acceptability by substituting wheat flour with FAMT. These discrepancies can be attributed to the variety of mango utilized, the specific recipes employed, and even the treatments applied. The reduction in the taste score with the substitution of ingredients can be attributed to the presence of tannins in the flours, which were not fully removed.
The astringency of the ingredient in question would have exerted a significant influence on the sensory profile of the product. The observed coloration could be ascribed to the elevated phenolic compound content. Indeed, upon removal of the biscuits from the oven and subsequent observation, it was noted that the biscuits produced with FAMNT were darker in color. In a related study, Legesse and Emire
| [12] | Legesse MB, Emire SA. Functional and physicochemical properties of mango seed kernels and wheat flour and their blends for biscuit production. African Journal of Food Science and Technology. 2012; 3(9): 193‑203. |
[12]
reported that the incorporation of mango almond flour into FB could lead to the development of dark coloration.
Figure 3. Effect of treatment of the mango kernel flour on the sensory analysis of different biscuits.
BFB: Wheat Biscuit; BSNT10: Biscuit substituted with 10% Untreated Mango kernel flour; BSNT30: Biscuit substituted with 30% Untreated Mango Almond; BSNT50: Biscuit substituted with 50% Untreated Mango Almond; BST10: Biscuit substituted with 10% Processed Mango Almond; BST30: Biscuit substituted with 30% Processed Mango Almond; BST50: Biscuit substituted with 50% Processed Mango Almond.
3.6. Chemical Composition of Biscuits
Table 6 illustrates the proximal composition and energy values of biscuits produced using wheat–mango almond composite flours. A significant variation (P < 0.05) was observed between the different biscuit parameters. The data presented in the table demonstrate that the water, ash, lipid, soluble sugar, and fiber contents of the biscuits exhibited a significant increase (P < 0.05) with substitution, whereas the protein, total sugar, available sugar, and energy contents demonstrated a significant decrease (P < 0.05) with substitution. Conversely, the treatment resulted in a reduction in the total sugar, energy, and ash content. Conversely, the protein, lipid, available sugar, soluble sugar, and fiber contents exhibited an increase. The observed variation in water, sugar, ash, lipid, fiber, and energy contents is consistent with the findings of Aleem Zaker et al.
| [22] | Aleem Zaker AZ, Genitha T, Hashmi SI. Effects of defatted soy flour incorporation on physical, sensorial and nutritional properties of biscuits. 2012. |
[22]
who incorporated defatted soy flour into biscuit manufacturing. However, the aforementioned authors reported a markedly elevated protein content, which they attributed to the soy, which is a natural source of protein.
The analysis of the biscuits produced using FB revealed the following composition: 8.80% water, 1% ash, 10.11% protein, 12.69% fat, 70.37% total sugars, 0.70% soluble sugars, 0.68% fiber, and 436.10 kcal of energy. The incorporation of mango almond flour resulted in a significant increase in water content, reaching a maximum value of 11.16% at 50% FAMT. The underlying hypothesis suggests that this increase can be attributed to the water absorption capacity of the utilized flours. The functional properties of the flours employed in this study demonstrated that, in comparison with FB, FAMT exhibits a markedly elevated capacity for water absorption. This observation may provide a rationale for the observed increase in water content. Water content is a pivotal factor in food preservation, and the incorporation of a substantial quantity of mango almond flour may potentially have a deleterious effect on biscuit preservation.
The ash content exhibited an increase from 1% to 2.02% in the biscuits produced using the FAMNT ingredient, and from 1% to 1.45% in those produced using the FAMT ingredient. This phenomenon can be attributed to the fact that mango kernel flour is a rich source of minerals, which are the primary components of ash. The low ash content observed in the FAMT-based biscuits can be attributed to the leaching of the soluble mineral fraction from the flours, as previously discussed in the context of their chemical composition. It is noteworthy that this ash content serves as an indicator of the mineral richness of the biscuits in question. The decrease in protein content is due to the naturally low protein levels in mango almond flour. However, the observed increase can be attributed to the continuous elimination of antinutrients under the elevated baking temperatures that are characteristic of biscuit production. At a FAMT level of 10%, the protein content of the biscuits was not found to be significantly higher than that of the control biscuits. Conversely, the lipid content exhibited an increase, reaching a plateau at 50% incorporation, with a content of 14.63%. This increase can be attributed to the flour used, which is inherently rich in lipids. The incorporation of this flour into the margarine utilized in the recipe resulted in an overall increase in the biscuit's lipid content.
The total sugar content was observed to decrease, while the soluble sugar content was noted to increase. The reduction in sugar content is believed to occur concurrently with that of proteins, which are implicated in non-enzymatic browning reactions and contribute to the brown color of biscuits. The hypothesis that the increase in soluble sugars is due to the addition of sugars during the manufacturing of the biscuits is postulated. The observed increase in fiber content can be attributed to the high fiber content of the mango kernel flour utilized in the manufacturing process, which is known to increase during the processing of the kernels. The energy value of the biscuits manufactured (418.98–436.10 kcal/100 g) is approximately equivalent to one-fifth of the daily energy requirement (200–2500 kcal/day). These findings contrast with those reported by Legesse and Emire
| [12] | Legesse MB, Emire SA. Functional and physicochemical properties of mango seed kernels and wheat flour and their blends for biscuit production. African Journal of Food Science and Technology. 2012; 3(9): 193‑203. |
[12]
, who observed no variation in the sugar, water, and energy values of biscuits made with mango kernel flours in Ethiopia as the substitution level increased.
It is noteworthy that at 10% substitution, the proximal and energy compositions of the biscuits were found to be similar to those of the control. The ash content of the biscuits, which represents the mineral, lipid, soluble sugar, available sugar, and fiber content, was greater than that of the control biscuits at this level of incorporation. Additionally, it was observed that the protein content of the biscuits fortified with 10% FAMT was higher than that of the control.
Table 6. Effect of treatment of the mango kernel flour on the proximal and energy composition of the various biscuits.
Types of flour | Water (g/100g MF) | Ash (g/100 g DM) | Protein (g/100 g DM) | Fat (g/100 g DM) | Total sugars (g/100 g DM) | Available sugars (g/100 g DM) | Soluble sugars (g/100 g DM) | Crude fibre (g/100g DM) | Energy (Kcal/100g DM) |
BFB | 8,80±0,28a | 1,00±0,41a | 10,11±0,49d | 12,69±0,06a | 70,37±3,54c | 21,56±1,24abc | 0,70±0,07a | 0,68±0,41a | 436,10±13,09c |
BSNT10 | 8,64±0,13a | 1,28±0,57ab | 7,81±0,00b | 13,25±0,17b | 68,86±0,71b | 22,12±1,15bc | 0,71±0,04a | 0,82±0,27a | 425,94±1,73abc |
BSNT30 | 9,92±1,22ab | 1,28±0,66ab | 6,45±0,25a | 14,19±0,10c | 68,16±0,99ab | 19,81±0,59ab | 0,82±0,07a | 0,83±0,00a | 426,18±2,21abc |
BSNT50 | 10,02±1,92ab | 2,02±0,13b | 6,38±0,12a | 14,63±0,13d | 66,94±0,07ab | 18,39±3,63a | 0,95±0,37a | 1,11±0,00ab | 424,98±1,11ab |
BST10 | 9,47±0,25ab | 0,92±0,41a | 10,17±0,31d | 13,08±0,29ab | 66,56±0,26ab | 25,89±1,17d | 0,99±0,32a | 0,96±0,41ab | 424,64±0,69ab |
BST30 | 9,49±0,26ab | 1,01±0,42a | 9,46±0,15c | 14,64±0,36d | 65,83±0,18a | 25,77±0,80d | 1,89±0,02b | 1,10±0,55ab | 432,09±2,76bc |
BST50 | 11,16±0,01b | 1,45±0,12ab | 6,37±0,09a | 14,63±0,32d | 65,39±0,69a | 24,92±1,96cd | 1,85±0,13b | 1,54±0,42b | 418,78±3,95a |
Means with different superscript letters in the same column are significantly different at the threshold (P < 0.05).
MF: Fresh Matter DM: Dry Matter; BFB: Wheat Biscuit; BSNT10: Biscuit substituted with 10% Untreated Mango Almond; BSNT30: Biscuit substituted with 30% Untreated Mango Almond; BSNT50: Biscuit substituted with 50% Untreated Mango Almond; BST10: Biscuit substituted with 10% Treated Mango Almond; BST30: Biscuit substituted with 30% Treated Mango Almond; BST50: Biscuit substituted with 50% Treated Mango Almond.
Table 7. Effect of treatment of the mango kernel flour on phenolic compounds in different biscuits (g/100g DM).
Type of flour | Total phenolic compounds | Tannins |
BFB | 0,08±0,00a | 0,07±0,00a |
BSNT10 | 0,93±0,33c | 0,81±0,35b |
BSNT30 | 1,38±0,03d | 1,00±0,063bc |
BSNT50 | 2,20±0,00f | 1,62±0,02d |
BST10 | 0,45±0,00b | 0,20±0,02a |
BST30 | 1,13±0,08c | 0,77±0,03b |
BST50 | 1,70±0,04e | 1,14±0,00c |
Means with different superscript letters in the same column are significantly different at the threshold (P < 0.05).
BFB: Wheat Biscuit; BSNT10: Biscuit substituted with 10% Untreated Mango kernel flour; BSNT30: Biscuit substituted with 30% Untreated Mango kernel flour; BSNT50: Biscuit enriched with 50% Untreated Mango kernel flour; BST10: Biscuit enriched with 10% Processed Mango kernel flour; BST30: Biscuit substituted with 30% Processed Mango kernel flour; BST50: Biscuit substituted with 50% Processed Mango kernel flour.
The total phenolic compound and tannin compositions of biscuits produced using wheat–mango almond composite flours were examined (
Table 7). The analysis revealed a statistically significant increase in the total phenolic compound and tannin content of the biscuits with increasing mango almond flour incorporation (P < 0.05). The biscuits produced using FB exhibited the lowest levels of phenolic compounds. The corresponding values were 0.08% for CPT and 0.07% for tannins. The incorporation of mango almond flour has been observed to result in a notable increase in the content of phenolic compounds. The highest levels of phenolic compounds were observed in biscuits produced using the FAMNT composite flour, with values ranging from 0.08 to 2.20%. Conversely, the lowest levels of phenolic compounds were exhibited by biscuits made with FAMT, ranging from 0.08 to 1.70%. This finding indicates a substantial decrease in phenolic compounds resulting from the treatment applied to the almonds. A parallel decline is evident in tannins, which are the primary anti-nutritional factor in mango almond flour. The substantial decline in phenolic compounds can be attributed to the impact of the baking temperature of the biscuits. This provides a rationale for the reduced content of phenolic compounds in the biscuits with 10% incorporation of NTMFs and the significant decrease in these compounds in the biscuits with 10% incorporation of TMFs.